
 You’ve designed your part, built the CAD, and now need to kick it off for tooling. You’ve drafted your drawing and completed your tolerance stacks. But there’s one more critical step: you need to formulate an inspection plan. At its surface, this appears to be as simple as adding inspection bubbles to your dimensioned drawing. But underneath, there is essential deliberation about what, how, and how often to measure each dimension critical to your product’s function, reliability or cosmetic appearance. This is the data you will rely on to prove the stability of your manufacturing process and solve problems quickly if that process drifts.
You’ve designed your part, built the CAD, and now need to kick it off for tooling. You’ve drafted your drawing and completed your tolerance stacks. But there’s one more critical step: you need to formulate an inspection plan. At its surface, this appears to be as simple as adding inspection bubbles to your dimensioned drawing. But underneath, there is essential deliberation about what, how, and how often to measure each dimension critical to your product’s function, reliability or cosmetic appearance. This is the data you will rely on to prove the stability of your manufacturing process and solve problems quickly if that process drifts.
Measure what matters
There are two extremes to avoid when calling out inspection points on a drawing: underspecification and over-inspection. Underspecification (about what to measure, where to measure or how to measure) creates ambiguity and removes decisions about inspection from your control. The fact is that no one understands how your part integrates with the system better than you do, and your vendor won’t measure it unless you require them to. As the design engineer, you are responsible for putting a stake in the ground. This includes not just which dimensions to measure, but a complete measurement plan to accompany them.
At the other extreme is over-inspection. As a junior engineer at Apple, I was guilty of releasing drawings with inspection bubbles on almost every dimension -- it seemed safer than missing something. Measurement takes time and money and over-inspection can delay your parts and create unnecessary yield loss. The mantra that has served me best is to measure what matters. Consider how the part fits into an assembly, its datums, its contribution to tolerance stacks, its user-facing cosmetics and its function. Inspection bubbles in a drawing can apply not only to physical dimensions (distance, concentricity, roughness, etc.), but also to weight, material properties and performance specifications. Some measurements may even require destructive testing. This is why it’s common to see inspection bubbles next to notes items on a drawing too.
Be specific
A dimension is meaningless unless you also specify how and where to measure it. We’ve seen production drawings that indicate a cosmetic gap of 0.1 ± 0.05 mm. That’s great, but where on the part do you measure? (Can the vendor pick any measurement location?) What measurement tool should be used? (OMM? Calipers? Feeler gage?) First, define how to measure. What is the appropriate tool for the job? Your expectations should be clear to your vendor and aligned with their available equipment and capabilities. You should ensure consistent measurement methods if you have both outgoing quality control at a part supplier and incoming quality control at your assembly site. If they aren’t, this may become the source of a multi-day delay in getting parts from one supplier accepted by another. Second, indicate measurement locations and datums on the drawing. If a cosmetic gap is to be measured at multiple points around the part, mark those points in the drawing, including reference dimensions between the measurement locations and part datums.
Advice for those manufacturing in Asia
Asian vendors typically measure standard plan-view dimensions, but if you use GD&T (Geometric Dimensioning and Tolerancing), you may have to hold their hands through the learning process (or expect these won’t get measured). Often, GD&T measurements like “position” (⌖) can make your data less useful. Instead, separate measurements from X and Y datums can give you more information when parts are out of specification. Keep it simple! I also recommend that every inspection point is numbered on your drawing, including individual measurement locations for multi-location measurements. Numbering should persist through drawing revisions to help track dimension stability over time. Using the same numbers on mating parts is an advanced tip that will save confusion and headaches in the future.
Have confidence in your parts and process
Finally, you need to specify how many parts to measure, how often to measure, and what are acceptable limits. Based on my experience, I define three categories for appropriate control of part dimensions and performance:
SPC: Critical to Quality (CTQ) parameters are controlled by Statistical Process Control (SPC). These are dimensions that are critical to the function of your product or that are part of a critical tolerance stack. Instead of spending exorbitant time on 100% inspection, a more efficient approach is to measure a statistically significant number of parts (see graphic), calculate appropriate summary statistics (e.g. Cp and Cpk), and set appropriate limits for each parameter (e.g. Cpk ≤ 1.33). 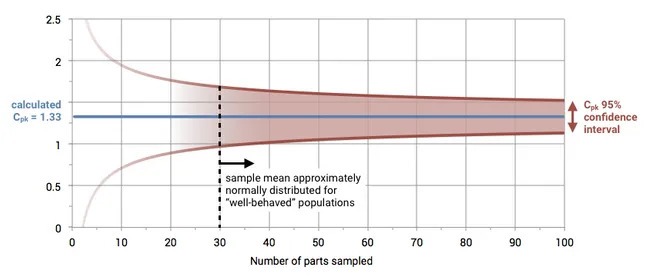 A sample size of at least 30 works well to qualify most well-behaved distributions. The sample mean is approximately normally distributed at this sample size and additional sampling offers diminishing returns in Cpk confidence.
A sample size of at least 30 works well to qualify most well-behaved distributions. The sample mean is approximately normally distributed at this sample size and additional sampling offers diminishing returns in Cpk confidence.
FAI: Other important parameters are controlled by First Article of Inspection (FAI). These dimensions may be important for part fit or function but are lower risk of deviation or impact than CTQs. They might include a stamped dimension with little variation or a molded dimension with adequate clearance in the product. These dimensions can be inspected at smaller quantities and controlled differently. For example, you might specify that three pieces from each lot are measured and require that all three pieces be within 66% of the tolerance limits.
AQL: Important cosmetic criteria, in particular, are often controlled by an Acceptance Quality Limit (AQL). You will define categories of defects and set limits on the incidence rate. AQL tables indicate how many units to sample from each lot and the maximum allowable number of defects within those samples to meet overall quality goals.
Everything else: Any parameters or dimensions that aren’t measured are inherently for reference only. They should be marked as such on your drawing to avoid ambiguity. Some parameters may require a more specialized approach than the above, and that’s fine too. Ensure that your QA or Operations team knows the Critical to Quality measurements and how to measure them. And most importantly, it is critical to audit your vendor’s measurement process (either with onsite visits or measurement validation at Incoming Quality Control) to have confidence in the inspection process. Your vendor should send reports for each production batch, and they should be double-checked for any deviations.
You’ll thank yourself later
This all sounds like a lot of work, and it is. I have spent hours deliberating on my own or with my fellow engineers about how to dimension a drawing and how to control those dimensions. Carefully planning how your parts are inspected and integrating a platform like Instrumental's Discover AI, with AI-enhanced automated optical inspection, helps ensure your parts meet their tolerances. When things go sideways (and they will), your quality management software will already have the data you need, at a quality you can trust, so you can quickly find and fix issues.